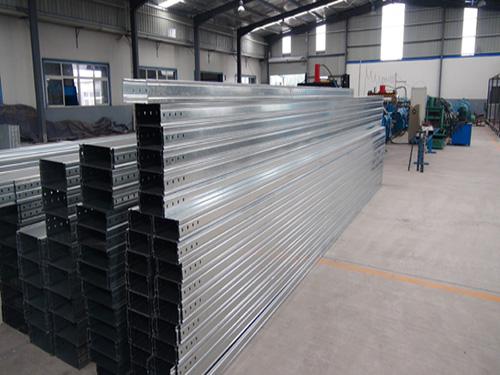
1、表面處理
鋼制熱鍍鋅>65μm��,表面鍍層應均勻�����、無毛刺����、無過燒、掛灰����、劃傷痕等缺陷,并無漏鍍點;附著力:鍍層附著檢查后�,不應有剝離、起皮�、凸起等缺陷;使用年限應超過20年,附件(吊桿�����、角鋼、螺栓����、各種墊片)均為熱鍍鋅產(chǎn)品。
2��、加工精度
直通的單件長度偏差:當長度為2�、3m時,±3mm���;長度為6時�����,±4mm。直通����、彎通的寬度偏差:寬度不大于400mm時,±2m�����;寬度大于400m時,±3m���。其他構件的尺寸偏差按《一般公差線性尺寸的未注公差》GB/T1804標準C級的規(guī)定���。橋架表面應平整、光潔����,工作表面不應有損傷電纜絕緣層的毛刺、銳邊等缺陷����。
3、焊接質量
鋼制件應采用電弧焊���。焊點應均勻�、統(tǒng)一飽滿��,沒有漏焊���、虛焊���、燒穿�����、烈紋�����、夾渣��、孤坑等缺陷�。
4�����、橋架載荷撓度規(guī)定
橋架直通在承受額定均布荷載時的相對撓度不應大于1/200;托臂�、支架的最大撓度值與其長度之比不應大于1/150。